
Have you ever wondered how to properly set your MIG welding polarity settings? One of the most important things to keep in mind when welding is that every little setting has a big difference. On the one hand, this can be a great way to unleash your creativity.
The more settings, the more control you have, which in turn allows you to do that much more when it comes to tweaking every little welding detail to your heart’s content. On the other hand, however, there is no denying that more settings can be overwhelming, especially when it comes to something like polarity.
So, how can you maximize your welding polarity settings in such a way as to make them as creative and efficient as possible?
Table of Contents
Aluminum MIG Welding Polarity
When MIG welding aluminum, it is important to use direct current electrode positive (DCEP) polarity, as it is used for welding steel as well. This can be achieved by setting the machine on DCEP or reverse polarity. Aluminum requires proper preparation, as it has an oxide layer that makes welding challenging.
The surface must be cleaned of all contaminants and the oxide layer must be removed using a stainless steel brush. To avoid burning through the material, preheating the part up to 200°F is recommended. It is also important to use the right filler metal, such as ER4043 or 5356, and the correct shielding gas, which is pure argon or a 25% to 75% helium mix for thicker aluminum.
Additionally, a spool gun is required for MIG welding aluminum, as the wire is softer and tends to bird nest inside the cable liner. Using a forehand (push) welding direction is also recommended, as it ensures proper coverage of the weld puddle by the shielding gas.
Do You Have to Reverse Polarity When MIG Welding Aluminum?
No, you do not have to reverse polarity when MIG welding aluminum. In fact, direct current electrode positive (DCEP) polarity is important for MIG welding aluminum. Proper preparation is necessary due to the oxide layer on the surface of aluminum.
The oxide layer must be removed by using a stainless steel brush after cleaning the surface of contaminants. Aluminum conducts heat faster than steel and expands when heated, so it is essential to preheat the part to initiate the weld puddle and weld quickly on thinner gauges.
It is also important to use the right filler metal, such as the ER4043 MIG wire, and shielding gas for welding aluminum series 3000, 4000, 5000, or 6000 .
Additionally, using a spool gun and a forehand welding direction can help ensure proper coverage of the weld puddle by the shielding gas.
Gasless MIG Welding Polarity
When it comes to gasless MIG welding, it is important to use direct current electrode negative (DCEN) polarity. This means that the negative terminal should be connected to the electrode, which is your MIG gun. Proper preparation is also necessary due to the oxide layer on the surface of the aluminum.
After cleaning the surface of contaminants, the oxide layer must be removed by using a stainless steel brush. Using the right filler metal and shielding gas is also crucial for welding aluminum. When welding with gasless MIG, the shielding agent is contained within the wire, so the polarity should be set to DCEN.
Additionally, using a spool gun and a forehand welding direction can help ensure proper coverage of the weld puddle by the shielding gas.
What Happens If You Weld With The Wrong Polarity?
Using the wrong polarity in welding can lead to poor penetration, lots of spatter, irregular bead shape, overheating, difficulty regulating the arc, and fast burning of the anode.
For gasless MIG welding, it is recommended to use direct current electrode negative (DCEN) polarity, which means connecting the earth to the positive and the torch to negative.
Reversing the polarity causes deeper penetration and high filler metal deposition rate, while straight polarity causes faster melt-off of the anode and a quicker deposition rate. Therefore, it is crucial to understand the importance of polarity in welding and use the correct polarity for the welding process.
Additionally, proper preparation is necessary due to the oxide layer on the surface of the aluminum, and using the right filler metal and shielding gas is important. Using a spool gun and forehand welding direction is also recommended for proper coverage of the weld puddle.
Flux Core MIG Welding Polarity
For gasless MIG welding, it is important to use direct current electrode negative (DCEN) polarity [2][3]. Using the wrong polarity can lead to poor penetration, spatter, irregular bead shape, overheating, difficulty regulating the arc, and fast burning of the anode.
Proper preparation is also necessary due to the oxide layer on the surface of the aluminum. It is recommended to use the right filler metal and shielding gas, a spool gun, and a forehand welding direction.
Flux-cored electrode wires are designed to operate on either DCEP or DCEN [3]. When using flux core wire, the polarity settings should be DCEN, while for solid wire it would be direct current electrode positive (DCEP).
Can You Use Flux Core Wire With Gas?
Yes, you can use flux core wire with gas. In fact, gas-shielded flux-cored wires require an external shielding gas. However, using gas with regular flux core wire is considered a total waste of gas. When using a gas-shielded flux-cored wire, common options for external shielding gas include 100% carbon dioxide or a mix of CO2 and argon gas.
The most common shielding gas combination used is 75% argon and 25% carbon dioxide. When welding outdoors, it is important to take caution and prevent wind from blowing away the shielding gas. It’s important to note that when using flux core wire, the polarity settings should be DCEN.
Using the wrong polarity can lead to poor penetration, spatter, irregular bead shape, overheating, difficulty regulating the arc, and fast burning of the anode. For solid wire, the polarity settings would be DCEP.
Proper preparation, the use of the right filler metal and shielding gas, a spool gun, and a forehand welding direction are also recommended for flux core MIG welding.
Mild Steel MIG Welding Polarity
When using solid wire with a shielding gas for mild steel MIG welding, a mixture of 25% carbon dioxide and 75% argon (C25 gas) is typically used. For gasless MIG welding polarity (with flux core wire), direct current electrode negative (DCEN) should be used.
Proper preparation is necessary when welding with aluminum due to the oxide layer on its surface. Flux-cored electrode wires are designed to operate on either DCEP or DCEN polarity. Gas-shielded flux-cored wires require an external shielding gas, and common options for external shielding gas include 100% carbon dioxide or a mix of CO2 and argon gas.
When welding outdoors, it is important to take caution and prevent wind from blowing away the shielding gas. When using flux core wire, the polarity settings should be DCEN. Proper preparation, the use of the right filler metal and shielding gas, a spool gun, and a forehand welding direction are also recommended for flux core MIG welding.
Why MIG Welding Polarity Setting Matters
First, it is worth asking why all of this matters in the first place. After all, you already have so many other things of which to keep track when it comes to welding things. You would be forgiven for throwing up your arms, saying it’s all too much, and just saying you’ll use “whatever polarity setting” you have.
But doing so will produce kneading, beading, and other poor results. The wrong polarity can produce long slabs of unsightly metal that doesn’t melt properly, looking less like a sleek clean weld and more like a blobby globule of metallic slag.

That isn’t even getting into the way in which little dots of metal residue can form at various points all around the welding point. All of this can stem from using the wrong type of flux core in conjunction with the wrong type of polarity.
The point is that you need to make sure that you are using the right kind of polarity setting.
Related reading: The Problem with Weld Spatter – and How to Stop It
How to Avoid This Issue
If you want to avoid your welds looking like a splattered mess, the first thing you need to do is make sure that you are using the right type of polarity, which begs the question – what is polarity in the first place? As anyone who works with anything electrical knows, polarity refers to positive and negative poles at either end of the item in question. The positive and negative ends form a circuit.
Polarity is a big deal in welding because it has a direct impact on the quality and strength of the weld – we’ve already seen above how things can go wrong when your polarity goes awry.
Straight Versus Reverse Polarity
In welding, you need to choose between straight and reverse welding, which are the common terms for referring to the negative and positive electrodes, respectively. The different polarities have different impacts on the nature and quality of the weld.
Positive-electrode polarity typically results in deeper penetration, making it easier to weld deeper and stronger. By contrast, negative-electrode polarity melts things off faster, making it that much easier to get rid of excess metal in a quick and timely fashion.
As you might imagine, these can have a tremendous impact on the nature and quality of your welding. Let’s say that you are welding something that requires a good deal of penetration because of the thickness of the metal. After consulting the points above, you’ll be able to tell that positive polarity is probably the best way to go.
By contrast, if you need to dissipate metal fast so as to keep it from building up and causing the kind of fast, out of control splattering as described previously, you’ll likely want to go with a negative polarity.
There is, thus, no right or wrong answer to the question of which polarity is right for you. Rather, it is the question of different welding approaches and solutions thereto.
AC Versus DC
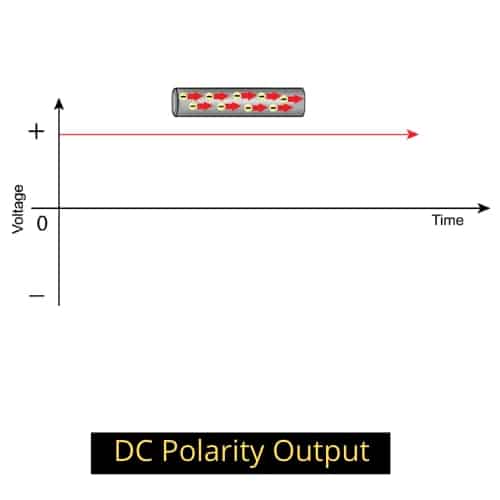
These are not the only elements where you might get “the wires crossed” when it comes to welding and polarity. There is also the question of Alternating and Direct Current, or AC and DC. The former alternates the flow of the electrical current in conveying it from Point A to Point B, while the latter only creates a flow in one direction.
As a result, DC welding machines have constant polarity. By contrast, AC machines have changing polarities, with the flow alternating at 120 times per second (assuming a current of 60 hertz).
When to use which once again comes down to the situation in which you find yourself welding-wise. When you are working with shielded metal arcs, DC is often used for a variety of reasons, not the least of which being that its direct currents create more stable arcs. In addition, it suffers from less spatter and more outages. That said, beginners sometimes opt for AC because of the low cost.
Related reading: What Does DCEN Stand for in Welding?
Additional Polarity Insights
Not only do you need to choose between the different polarities and AC and DC, but you also need to consider the flux core wire. This is an essential part of the process which needs to remain stable, less you once again find yourself in Splatter City.
To avoid issues such as splattering, you will want to make sure that you change your MIG welder polarity settings whenever the time comes to change from a solid to a flux core wire.
That said, there is still one more distinction to draw between solid and gasless MIG welding wires. The former is typically used when shielding gas is being used. This shielding gas can be mixed in different ratios (for example 25% CO2 and 25% argon) when using a solid wire.
All of this means that it is incredibly important to consider the nature of your welding polarity in the context of everything else – the metal you are welding, the shielding gas you are using, and what your intention is with the project.
Related reading: How to Use a MIG Welder Without Gas | Is Gasless MIG Welding any Good?
As you can tell, there are many different aspects of welding polarity, any number of which can cross your wires and leave you with splattering or worse. Thankfully, if you follow the basic guide above and make sure that you have your polarity settings right, you can weld cleanly and with increased confidence, thus, allowing you to produce a superior product.
Related reading: What Types of Gas Welding Are Commonly Used? | Are they popular?
Here are some of my favorite tools & equipment´s
Thank you for reading this article. I hope it helps you find the most recent and accurate information for your welding project. Here are some tools that I use daily and hope you´ll also find helpful.
There are affiliate links, so if you do decide to use any of them, I´ll earn a small commission. But in all honesty, these are the exact tools that I use and recommend to everyone, even my own family. (NO CRAP)
To see all my of most up-to-date recommendations, check out this resource that I made for you!