There are two types of arc welding: alternating current (AC) and direct current (DC) which are better used for specific welding purposes. Welding is a craft that requires adaptability depending on the type of project you wish to complete.
What is an AC/DC welder? AC, or alternating current, and DC, or direct current, refer to the two different types of power supply used for arc welding. All welding requires the use of an arc between the electrode, which conducts the current, and the material you are fusing together. The current, positive or negative, creates the fusion. To get the right weld, you need to use the right current.
The choice of either AC or DC is an important decision to make. Each of these power supplies have their own ideal uses. Choosing the wrong power supply for your ideal weld can cause various consequences on the final product of your project.
Table of Contents
AC vs. DC in Welding
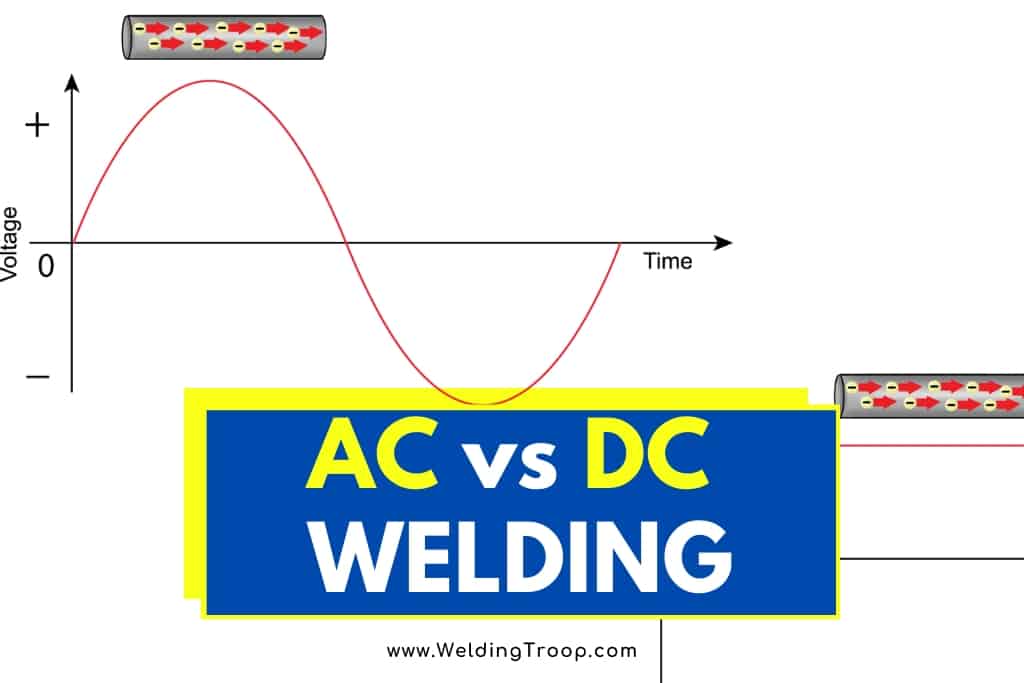
AC, or alternating current, and DC, or direct current, refers to the two different types of power supply used for arc welding, which is polarity driven.
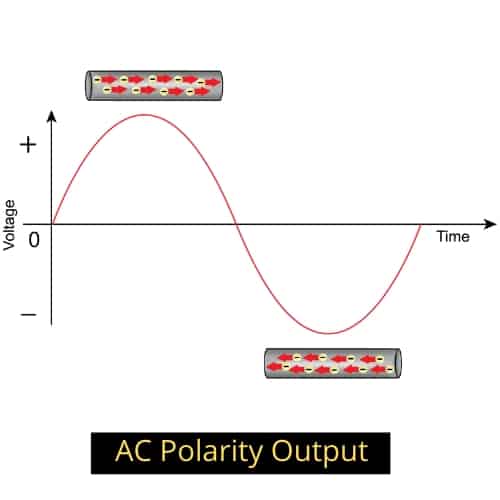
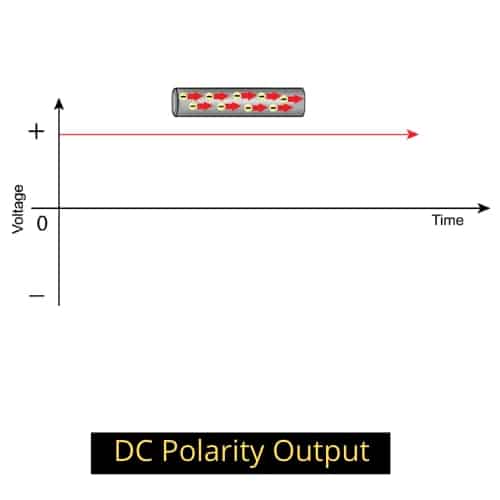
Direct currents occur where electricity flows in a constant direction and maintains constant polarity (either positive or negative). Alternating currents occur when electricity switches direction back and forth and the polarity reverses in response to the current changing direction.
Other Places AC and DC Currents Are at Work
These two types of currents are flowing through many electronics you encounter everyday:
- DC Currents: batteries, cellphones, remote controls
- AC Currents: electrical outlets and household appliances
Pros and Cons of AC and DC
Direct current (DC) welding has a straight current that allows for quicker deposition rater.
This is caused by the faster electrode melt-off. Since alternating current (AC) switches its direction back and forth due to the changes in current direction, deposition is slower than direct current (DC) welding)
Although DC welding allows for a quicker deposition rate, AC welding allows for a slower, but deeper penetration. Its change in polarity is 120 times per second with a 60-hertz current.
This reversed polarity of alternating current (AC) results in its ability to gain a deeper penetration.
Is It Better To weld With AC or DC?
DC welding is generally preferred for most welding applications because it offers smoother and more stable arcs, easier starts, fewer arc outages, and deeper penetration. However, AC welding is useful for welding specific materials, such as aluminum and magnetized metals.
AC is also used in welding situations where there is arc blow (be it due to wind or material magnetism). The choice between AC and DC welding depends on the materials being welded and the welding situation.
For stick welding, DC machines are generally used, and the polarity choice plays a significant role in achieving quality SMAW welds. The most commonly used welding rods on AC are 6011, 6013, 7018, and 7024.
Is DC Welding Easier Than AC?
DC welding is generally considered easier than AC welding because it produces smoother welds with less spatter and is more reliable. However, the difficulty of welding depends on the individual’s skills and what they weld.
The choice between AC and DC welding depends on the specific materials being welded and the welding situation. So, it is not possible to say that DC welding is always easier than AC welding.
Are Most MIG Welders AC or DC?
Most MIG welders use direct current (DC) for welding applications. DC welding is generally preferred for most applications as it provides a stable and single-direction flow, resulting in a smoother welding process with higher quality results.
DC MIG welding is suitable for welding thin metals, offers less spatter, and has better arc stability. Alternating current (AC) is less preferred but can be used for welding non-ferrous metals and is more affordable.
However, AC welding machines can weld magnetic and thick metals but have compromised weld quality, and low arc stability. Overall, DC MIG welding is the preferred option for most welding applications.
Can You TIG Aluminum With DC?
Yes, you can TIG weld aluminum with DC (direct current) polarity, but it’s not the most preferable option. Typically, TIG welding aluminum is done with AC (alternating current) polarity as it provides a balanced heat input and helps to prevent the tungsten electrode from melting into the weld pool.
However, if you use DC polarity, you’ll need to use a high frequency to stabilize the arc and keep the electrode from sticking to the workpiece. Additionally, you’ll need to use a pure tungsten electrode and a negative electrode polarity (-) for best results.
Applications of AC Welding
AC welding is used to weld magnetic metals because the alternating current direction allows it to not be affected by magnetism. DC welding, however, cannot be used for magnetic metals. The following types of welds are ideal for AC welding:
- Down hand heavy plate
- Fast fill
- Aluminum TIG welding
The ability of AC welding to be used on magnetized materials is its primary advantage over DC welding.
AC welding is also the preferred method for:
- Shipbuilding, specifically seam welding, because a deeper penetration of plate metals can be achieved by the higher current setting
- Repairs on machinery because often machinery has a magnetized field and potential rust is not a concern for AC welding
There is a major drawback to AC welding, though. The quality of an AC weld is not as smooth as a DC weld. This is caused by the continuous change in directional flow of the current. There is also more likely to be more spatter, or droplets of molten material.
Applications of DC Welding
DC welding cannot be used for magnetized metals because its current only flows in a fixed direction. The following types of welds are ideal for DC welding:
- Buildup of heavy deposits
- Cutting tap
- Hard facing
- Overhead, or vertical welding
- Single carbon brazing
- Stainless steel TIG welding
- Stick (SMAW) welding
DC is commonly preferred for welding due to the following reasons:
- It produces a smoother weld: there is less spatter due to the constant direction of the current
- It is easier to handle than AC current because it maintains a stable arc
- The machinery required for DC current is cheaper and easier to use
- It welds thinner metals better than AC current
Although there are great uses for DC welding, it also can come with drawbacks:
- It is not good to use for welding aluminum
- DC currents require an internal transformer to change the current from AC to C for use. This makes DC welding potentially more expensive to use than AC welding
- There is greater potential for arc blow, or the unwanted deflection of the arc
Strength of Welds
When welding, it is important to take all factors into consideration in order to achieve the strongest weld possible. If proper precaution is not taken, time and resources can go to waste instead of moving along with a strong final product.
Factors which influence the strength of the weld are:
- Speed of travel
- Constant maintaining of the angle of the electrode
- Edge preparation/Cleanliness
- Current settings- knowing when to use DC or AC
- Metal quality and properties: magnetic v. non-magnetic
- Proper technique: pre or post-heat treatment
- Rods used
Both AC and DC welding can create a strong weld. It is important to remember that the desired strong weld will only be achieved when welding with the appropriate current for the material.
AC welding can be used for magnetic metals, while DC welding cannot. If DC welding is used on magnetic metals, the weld will not be successful.
Weld Failure: Arc Blow
When welding, there are many reasons why a weld can fail. A common and very frustrating cause of welding failure is called a magnetic arc blow. Magnetic arc blows are caused by the presence of a magnetic field where the weld is joining two metal components.
It is important to remember that arc blows occur only with direct current (DC) welding. Although alternating current (AC) welding is known to be of lesser quality than DC welding, if arc blows become an issue, the most effective way to fix that problem is to switch to an AC current.
Arc blows can affect the quality of the weld because of an interaction of the magnetic field of the welding current interacting with the magnetic field present in the metal.
Why Do Arc Blows Only Happen With DC Welding?
Earlier, it was noted that AC welding’s best advantage over DC welding is that it can be used with magnetized materials. This is why arc blows are prevalent in DC welding, but not AC welding.
If DC welding is used instead of AC welding, the welding operator will have to fight arc blow by keeping the electrical current stable. This can cause the quality of work to lower, which then cancels out the benefit of DC quality over AC quality.
The Correct Electrode to Use
Electrodes are used in welding to conduct current through a workpiece to fuse two pieces together. Depending on whether AC or DC welding is used, different electrodes, also called rods, should be used to help get the best quality weld.
- For DC welding, the electrode 6010 is best because it is intended for direct use only. Its high cellulose sodium-type coating provides better penetration.
- For AC welding, electrode selection is affected by different factors. The electrodes used for AC welding have specific elements in their coating to keep the arc ignited.
Some AC welding rods include:
- 6011: high cellulose potassium-type coating, works well on rusty and dirty metal
- 6013: for clean sheet metal
- 7018: can also be used for DC welding
- 7024: can be used at high current levels, used for general fabrication when a higher deposition rate is required
Which Welding to Use: AC Or DC?
The choice of using AC or DC welding is ultimately up to the welder. While they both have their pros and cons, what you choose will depend on the material you’re using and the project you are welding.
For instance, DC welding consistently has a better-quality weld, but only AC can be used for magnetized metals.
There are many factors that may influence the decision to use AC or DC welding. It is important to consider all factors of a project before deciding whether the use AC or DC welding. Here is a quick comparison of the two:
| AC Welder | DC Welder |
| Small and lightweight | Large and heavy |
| Less expensive than a DC | More expensive than an AC |
| Easy to control arc blow | Difficult to control arc blow |
| Uses less energy – cheaper to run | Uses more energy – more expensive to run |