
Welding can be a sturdy method for household repairs or a fun, new hobby to pick up. Whatever the motivation, you will need to know just how expensive welding is before you start fusing metal or hire a professional because it can turn out to be quite the investment. But just how much can the costs of welding be in 2020?
Is welding expensive? On average, a welding job costs $334. However, small projects can cost as little as a hundred dollars, while more substantial projects can reach the thousands. The total price depends on a variety of factors, including:
- Labor costs
- Materials & equipment
- Welding type
Breaking down the cost factors of a welding project can be paramount in helping you save money. The smallest details can be the difference between pocket change and a significant dent in your wallet. In the remainder of this article, we will be giving you a rundown on everything that goes into the cost of a welding project.
Table of Contents
Breaking Down the Cost of Welding
The welding process consists of combining two pieces of metal with a strong bond by heating them until they melt to create a single, solid construction. Welding is commonly used in construction, manufacturing, shipping, railroads, automotive, and even aerospace.
For household projects, welding can be used to fix piping, create gates and fences, or to fuse metal structures. The general concept of welding is simple; however, the actual cost of welding contains a lot of variables and choices, including both fixed and variable costs.
| Fixed Costs | Variable Costs |
|---|---|
| Joint preparation | Welding method |
| Preheating | Type of filler |
| Tacking | Labor rate |
| Fixturing | Overhead rate |
| Clean-up | Materials |
| Inspection | Power/fuel |
As with many precision crafts, cheaper is not necessarily better. It may be tempting to simply go with the most economical option for each variable cost; however, genuinely cost-effective choices rely on process efficiency and compatibility. Even if they are initially expensive, more effective methods and materials may save you money in the long-run.
Related reading: How to Start & Grow A Welding Business In 11 Steps
Labor Costs
In many ways, welding is more than just a functional method of joining metal. It can really be considered an art form, which is why, when it comes to hiring a professional, the most expensive factor is labor costs. For most projects, labor costs make up to 60 to 70 percent of the total price, but can even extend to 85 percent. Labor costs include not just the time spent welding, but also the time it takes to prep materials, preheat, inspect, and clean up.
The cost of labor is greatly affected by the following factors:
- Deposition rate: The rate of welding, often affected by the type of welding process used
- Hourly wage: Generally influenced by the skill and experience of the welder
- Total operation time: Includes preparation, weld time, and clean-up
Most welders have hourly rates, though some charge by square feet. Often, welders will impose a fee to cover travel and transportation. Hence, an easy way to save money is to take transportable objects directly to the shop.
With labor making up such a high percentage of the cost, it might be worth taking up welding as a new hobby. There are welding methods that are beginner-friendly if you are looking to complete a lot of welding projects and have time at your disposal.
Equipment, Materials, and Supplies
Each welding method requires its own set of equipment and materials. Some types of welding require a higher initial investment in equipment but save money with cheaper materials or a more efficient process. Material costs generally include:
- Base metal
- Filler material
- Flux (shielding gases)
- Grinding wheels/sanding stones
Related reading: Do welders Really need their Own equipment? – Equipment List
The table below lists the prices of some of the common materials used in welding projects:
| Material | Amount | Average Cost |
|---|---|---|
| 14-gauge steel | 25 ft stick of 2×6 | $44 to $125 |
| Flux/gas | 1 bottle | $40 to $50 |
| Wire | 30-pound roll | $40 |
| Sandpaper | 25 sheets | $16 |
(Source: ImproveNet)
What Is Flux and How Does It Affect Cost?
Arc welding methods (the most common types of welding) require a shield to prevent atmospheric impurities. Impurities such as nitrogen, hydrogen, oxygen, and water vapor, can contaminate the weld, leading to holes, weak joints, or early rusting. Inert gases are used to form a shield as they do not react with other substances. Importantly, they are not flammable and are safe to use during welding.
The most common gases are:
- Helium: Expensive and used with non-ferrous metals and stainless steel. It produces a broad and deep penetration profile. Creates a hotter arc that increases weld pool fluidity and travel speed resulting in a higher productivity rate.
- Argon: Used with magnesium, aluminum, and titanium. It reduces splatter and looks clean. It has a lower flow rate than helium, but also less expensive.
- Carbon dioxide: Common, cheap, and often combined with other gases. However, pure carbon dioxide is excellent for welding thick materials because it provides deep weld penetration.
Since certain gases are compatible with different types of metals and welding techniques, what gas you use can affect the overall cost. MIG welding, for example, most often uses carbon dioxide, which is one of many factors for why MIG welding is economical compared to other techniques.
Often, a mix of inert gases is used as the shielding agent. However, keeping up a supply of multiple gases is not very cost-efficient. You can save money by being more precise with your technique and shielding gas choice. For example, 100 percent argon can be used to TIG weld most metals and thicknesses. Or, if you work primarily with aluminum, you can use 100 percent argon.
Related reading: What Types of Gas Welding Are Commonly Used? | Are they popular?

What Metals Should You Use for welding?
When heated, metal expands and softens, becoming manipulatable. The ways that metal and metal alloys respond to heat affect their uses and applications. For welding, you want metals with high weldability, meaning they are easy to weld and maintain high quality.
What metal you choose to work with will impact the total cost, as welding prices often fluctuate with metal prices. It is also the first step you should take when planning out your welding project. Once you figure out what metal is best suited for the job, you will know what methods are available to you. Factors to consider when picking a metal to work with include:
- Melting point: The temperature at which a solid will melt.
- Ductility: Ability to be hammered or stretched without breaking.
- Electrical conductivity: How well a material conducts electricity.
- Strength: Resistance to deformation from the original shape.
- Cooling rate: Contributes to strength, toughness, and ductility of the metal.
- Shielding gases: Metals require different shielding gases to avoid contamination.
Based on melting points and cell structures, certain metals are compatible with specific welding techniques. The table below features the most common welding methods and their compatibility with typical metals:
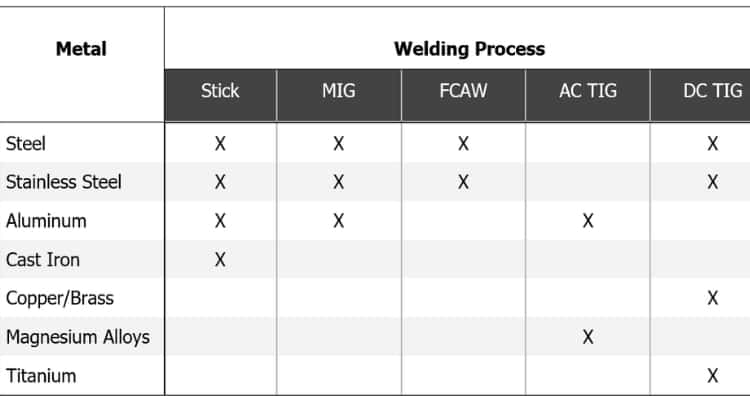
The best metals for welding are:
- Low Carbon (Mild) Steel is more ductile than other types of steel and has excellent weldability due to small amounts of carbon and other alloying elements. Its versatility allows it to work with the highest number of welding techniques. Additionally, it is one of the least expensive metals to work with.
- Stainless Steel is known for its high corrosion resistance and weldability despite having a complex chemical composition. Only ferritic and austenitic grades of stainless steel can be welded easily as martensitic grade steel tends to crack. It is also one of the more affordable metals to work with, costing an average of $13 to $15 per pound.
- Aluminum is trickier to work with than steel, but still weldable without much difficulty. High thermal conductivity requires a welder that can supply the necessary heat. Aluminum is lighter than stainless steel and shrinks significantly more, so you will need to pay more care to prevent craters and cracking. It is more expensive than steel but less expensive than alternative metals.
Other metals can be welded, but require more expertise:
- Titanium requires extra equipment or shielding to prevent oxidation but produces durable and long-lasting welds. It requires full coverage from a shielding gas.
- High Carbon Steel requires preheating and post-weld heat treatment to avoid cracking.
- Cast Iron has a high carbon and silicon content and requires careful preheating and gradual temperature changes. It is heavy and typically expensive, with costs per pound capable of exceeding $30.
- Copper and Brass have high corrosion resistance, electrical and heat conductivity, and wear resistance, but additional alloys may cause cracks or oxidation.
- Magnesium is lightweight, absorbs vibration, and is easy to cast. It has a similar melting point to aluminum.
Welding Method
Last but certainly not least, the welding technique influences the total price of a project. Certain methods require a more complex weld with additional features, and, thus, have a higher start-up cost. However, those methods might also use cheaper materials or be more efficient during the welding process.
Sometimes an inexpensive method simply cannot get the job done correctly and will not last long or need to be redone. The best way to save money is to ensure that you are using the welding technique that best accomplishes your goals. Essentially, you need to find the right tools for the job.
Related reading: What is a Multi-Process Welder, and When do You Use It?
Examples of Welding Projects and Their Costs
Simple welding projects, such as tack welds on a patio chair, can cost as little as $25. Pipe repair is a commonly needed smaller project that costs an average of $120 to $160. The cost of welding jobs goes up as they become more complex and require more materials or expertise. The following are some examples of typical medium to large-sized welding jobs.
Railings, Gates, and Fencing
Railings, gates, and fences are typical applications of welding in a home setting. They serve both practical and aesthetic functions and are a popular way of adding personal style. Smaller gates, such as a baby gate, can cost between $550 and $750, while larger projects, such as fencing for patios and pathways, can cost between $1,200 and $1,800. Cost is often affected by factors such as:
- Length and height
- Material
- Additional detailing such as flowers, leaves, or other designs
Sheet Metal Fabrication
Sheet metal fabrication can be a cost-effective way to build garages, barns, and other structures. Welding can also be used for repairs or to reinforce joists and frames. Though considered larger projects, they do not require much detail or precision, often making them more cost-effective. On average, homeowners spend between $700 and $2,500 for sheet metal fabrication jobs.
Related reading: What Is the Difference Between Welding and Fabrication?
Security Features
Welding is also commonly used for safety features on urban buildings, such as fire escapes, doors, and window bars. Sophisticated safety features can cost significant amounts of money, especially when using heavy materials like welded iron.
Which Type of Welding Is the Most Expensive Tig Or Mig?
The four most common types of welding are arc welding processes and include stick, MIG, TIG, and flux welding. Of those, TIG is typically the most expensive. All arc welding processes use a power supply to create an electric arc between an electrode and the base material. Heat is generated at the contact point of the positively charged electrode and negatively charged base material, allowing them to fuse as the metals reach their melting points.
Related reading: 9 Different Types of Welding Processes & Their Advantages
The following table provides a quick break-down of the four most common types of welding:
| Process | STICK | MIG | FLUX | TIG |
|---|---|---|---|---|
| Base Metal | Steel, Stainless | Steel, Stainless, Aluminum | Steel, Stainless | All |
| Metal Thickness | 1/8″ and above | 24 gauge and above | 1/8″ and above | 22 gauge and above |
| Welding Speed | Slow | Fast | Fast | Very Slow |
| Operating Cost | High | Low | Lowest | High |
| Purchase Cost | Low | Medium | Medium | High |
| Skill Required | Medium | Low | Low | High |
Gas Tungsten Arc Welding (GTAW)
Gas tungsten arc welding (GTAW), more commonly known as TIG, uniquely uses a torch with a non-consumable tungsten electrode tip that can withstand high temperatures. TIG is a sophisticated, two-handed technique that requires the operator to use one hand to hold a torch and the other to feed a rod of filler material.
TIG typically uses argon or helium as the shielding gas, making it more expensive but capable of achieving higher temperatures. A foot pedal allows the user to control the heat, making it suitable for working with more delicate metals. TIG’s high heat capabilities, control, and versatility make it able to be used on most metals.

Unlike other arc welding methods, TIG can be used without filler material, creating an immensely hot arc that causes the surfaces of two metals to blend without an additive. This forms a very precise, almost invisible weld that retains the tensile strength and corrosion resistance of the native metals. Without a filler material, TIG produces no slag and creates the most aesthetically pleasing welds of all methods. Thus, TIG is the technique of choice for detailed or ornamental work.
Related reading: What’s the Difference Between TIG and MIG Welding?
The same qualities that make TIG advantageous also make it slow. With a low deposition rate, TIG is often ineffective for larger projects or production lines. Consequently, TIG is best used for thin or specialized metals that are expensive and require more complex bonding methods.
Furthermore, TIG welding is complex and requires finesse beholden to expert welders. When hiring a professional welder, TIG welding will undoubtedly cost more as you will be paying for increased expertise and time consumption.
| Pros | Cons |
|---|---|
| Extremely precise | Low deposition, slow process |
| Strong welds | More expensive than other methods |
| Creates high-quality welds | Requires a thoroughly cleaned surface |
| Doesn’t require a filler | Complex; requires an experienced operator |
| Allows for good control | Steep learning curve |
| Low maintenance | Steep learning curve |
| Most aesthetically pleasing welds | Steep learning curve |
When to use TIG: TIG is best used for smaller projects that require detail or clean, nice-looking welds, such as fences, gates, pipes, or sculptural work. Use TIG for beautiful, polished welds with specialized, expensive metals. TIG is also popular for automotive and aerospace applications.
Laser Beam and Electron Welding
Laser and electron beam welding are two methods that are less common but typically more expensive than TIG. Both are capable of deep weld penetration due to their high energy densities, minimizing the size of the weld area and reducing the chance of distorting the surrounding metal.
Laser beam welding uses concentrated beams of light to melt metals (carbon steels, aluminum, stainless steel, titanium, and precious metals) or thermoplastics together without the need for filler material. A separate nozzle directs a shielding gas, usually carbon dioxide, to the weld site.
Electron beam welding uses a tungsten filament, which is heated. The point gives off electrons that are accelerated and focused using electric fields and magnetic lenses. This produces tremendous kinetic energy, which is transferred to the base metal, heating it almost instantaneously.
Electron beam welds provide the deepest penetration and retain up to 97 percent of a material’s original strength. However, this type of welding requires a vacuum chamber and, in turn, necessitates well-trained operators and attentive maintenance.
While these methods have high equipment and maintenance costs, they can make up for it with quick welding speeds and productivity as well as automation capabilities. These methods are great for industrial manufacturing use (and can even save companies money in the long run with increased productivity) but are ill-suited for personal projects.
Other Common Types of Welding
Other types of welding often used include gas metal arc welding (GMAW), shielded metal arc welding (SMAW), and flux-cored arc welding (FCAW).
Gas Metal Arc Welding (GMAW)
Gas metal arc welding (GMAW), best known as MIG, is the simplest method of welding that is notably beginner-friendly. A specialized gun feeds a line of filler material to the joint, allowing for a seamless weld. A separate nozzle on the gun releases the shielding gas (typically carbon dioxide) as you weld. MIG welding can be done with one hand or even set to an automatic mode.
Minimalistic in design, a MIG welding gun’s actions are controlled by a trigger, much like a glue gun. The electrode consists of a continuous feed of wire from a pre-stocked spool, which is automatically fed to the weld joint at a steady rate. MIG welding is ideal for constant joint and seam welding, without breaks or gaps, and is valued for its speed and dependability.
Its initial equipment costs are more expensive than stick welders, and high-end options are comparable to TIG welders. However, MIG welding is typically more cost-effective because of its high deposition rate and minimal waste. MIG welding is perfect for quickly finishing large projects that are simple in nature, though it is also capable of detailed work in the hands of a skilled welder.
| Pros | Cons |
|---|---|
| Easy to use and simple to operate | Slightly weaker strength |
| One element to operate | Hazardous; fumes and sparks |
| Quick process | Vulnerable to rust deposits |
| Reasonably cheap and minimal waste | May burn through thin metals |
| Creates a clean weld | Hard to use outdoors |
| Useful for continuous welds | Equipment is on the complex side |
When to use MIG: MIG is an all-around solid choice when working with steels or aluminum. Easy to operate and with a high deposition rate, MIG welding is exceptionally cost-effective while producing strong and cosmetically acceptable welds. It is particularly popular for manufacturing because you can keep going until the wire spool runs out or the gas tank is empty.
Shielded Metal Arc Welding (SMAW)
Known as stick welding due to its usage of a stick-like electrode component, shielded metal arc welding (SMAW) is one of the oldest weld methods. When the positively charged electrode makes contact with the negatively grounded work surface, a blinding electric arc flash creates enormous heat in the 7,000 °F range, melting the base metal and electrode welding rod.
Unlike MIG and TIG, stick welding does not require a shielding gas because the electrode is covered in a shielding agent. As the electrode dissolves, its flux coating becomes a gas that protects and shields the weld pool from atmospheric forces. Therefore, stick welding does not require the purchase of supplemental, inert gas, and can be done in the worst of weather.
Related reading: 5 Key Advantages of Arc Welding Over Gas Welding
Because of its exceptionally high heat, stick welding produces strong welds and works on the thickest of metals. It is the only standard welding method that works on cast iron, for example. Unfortunately, it also produces a lot of slag, resulting in a messy, unfinished weld that will require a grinder or sander to polish.
Compared to other methods, equipment for stick welding is cheap and has a low initial investment cost.
| Pros | Cons |
|---|---|
| Produces exceptionally strong welds | Unusable on thin materials |
| Works on the thickest of metals | Leaves slag; requires finishing touches |
| Equipment is cheap | Creates the ugliest welds |
| Can be done in bad weather | Requires a decent skill level |
| Doesn’t require a shielding gas | Time-consuming |
When to use stick: Stick is best used for heavy, industrial purposes that utilize thicker metals and prioritize weld strength. Examples include welding together steel plates and beams and exterior structural welding. Stick welds are not pretty and should not be used for delicate or detailed work.
Flux-Cored Arc Welding (FCAW)
The process for flux-core welding is like MIG while implementing a shielding method akin to stick. Like MIG, flux-core welding uses a spool of welding wire; however, the electrode for flux-core welding contains an inner core that generates a gas shield around the weld when melted—think, opposite of the stick weld’s coated electrode component. It contains a consumable electrode, but thanks to the flux core, it does not require you to refill a gas tank.
This method creates a lot of heat and is primarily used for heavier and thicker materials, such as in heavy steel construction. Because it does not require a gas tank, the welding apparatus itself is smaller and more transportable than a MIG welder.
The equipment for flux-core welding is more expensive and complicated than for stick welding. Still, increased productivity (up to four times greater deposition rate) can compensate for the cost.
| Pros | Cons |
|---|---|
| Highly efficient | Can’t use on thinner materials |
| Little waste | Leaves slag; requires finishing |
| Shield and welding in one | Generates a lot of smoke |
| Portable/transportable | Can’t use on thinner materials |
| Can be used outside | Can’t use on thinner materials |
| Relatively easy; low skill required | Can’t use on thinner materials |
When to use flux-core: Flux-core welding is a transportable and outdoor-friendly alternative to MIG, often used at construction sites. It is primarily used for heavy steel construction, repairs, and machinery. Flux-core is also suitable for out-of-position welding, AKA welding at an angle.
Conclusion
Welding is an essential process for fusing metals that has a long and pervasive history. Today, welding is used in the production of more than 50 percent of the products made in the United States.
The costs of welding depend significantly on the type and size of the project. They can be managed and optimized with a comprehensive understanding of welding techniques and materials. It is essential to remember that choices that are cheaper at face-value are not always better, as many factors go into the total cost of a welding project. The best way to save money is to match the welding factors to the project requirements effectively.
Here are some of my favorite tools & equipment´s
Thank you for reading this article. I hope it helps you find the most recent and accurate information for your welding project. Here are some tools that I use daily and hope you´ll also find helpful.
There are affiliate links, so if you do decide to use any of them, I´ll earn a small commission. But in all honesty, these are the exact tools that I use and recommend to everyone, even my own family. (NO CRAP)
To see all my of most up-to-date recommendations, check out this resource that I made for you!