
Have you ever wondered what does Mig Welding stand for? Welding is a much broader topic than many people assume. In general, when we discuss welding, we use it as a blanket term for both MIG, TIG, and stick methods of welding.
There are numerous intricacies involved in the process of welding. There are different techniques, materials, and characteristics that define one from the other. Of those materials needed is the welder itself.
MIG Welding stands for Metal Inert Gas welding. It can also be called GMAW or Gas Metal Arc Welding. MIG welders are referred to as wire-feed welders because of the consumable wire electrode used in the process.
As one of the most widely used forms of welding, MIG welding is used in many industrial processes and has become quite versatile in application. It is not an all-inclusive form of welding, and it has its advantages and disadvantages.
Table of Contents
What is MIG Welding?
Metal Inert Gas welding or MIG welding is a welding process where an electric arc forms between the consumable MIG wire electrode and the metal being worked.
The arc is what makes MIG welding unique and why it is also often referred to as GMAW or Gas Metal Arc Welding.
To break down the name “Metal Inert Gas,” the metal refers to the wire used to start the electric arc. Then you have the inert gas. The electric arc is shielded by inert gas as the feeding wire also acts as the filler rod.
The combination of the electric arc, MIG wire electrode, and the workpiece metal heats the metal and wire, causing them to join. There are four types of metal transfer in MIG welding, including:
- Globular
- Short-circuiting
- Spray
- Pulse-spray
Each type has distinct properties and techniques, as well as distinct advantages and disadvantages.
Before you continue reading, here is an article we wrote about How To Properly Set Your MIG Welding Polarity Settings [2020 Updated]
The MIG welding process can also either be automatic or semi-automatic. The most commonly used is a constant voltage or direct current power source. However, constant and alternating current systems can be used.
Related Article: What’s the Difference Between TIG and MIG Welding? Which one is better?
What Do You Need for MIG Welding?
To perform the act of MIG welding, you need to make sure that you have the proper equipment. What you need to have includes:
- A welding gun
- A wire feed unit
- A welding power supply
- A welding electrode
- A shielding gas supply
Welding Gun & Wire Feed Unit
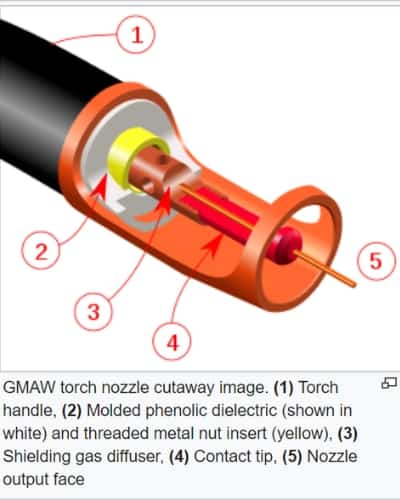
The MIG welding gun and wire feed units have a few essential parts to take notice of, which are the control switch, contact tip, power cable, gas hose, and electric conduit and liner. Here is how all of these parts function together:
| Nr. | Parts |
|---|---|
| 1 | control switch (trigger) |
| 2 | copper contact tip |
| 3 | wire |
| 4 | gas nozzle |
| 5 | electrodes |
- The control switch (trigger) is pressed to initiate the wire feed, electric power, and shielding gas flow. The combination of these three things causes the electric arc to be struck.
- The copper contact tip connects to the welding power source through the power cable, which then transfers electrical energy to the electrode directly onto the weld area.
- As the wire makes its way to the contact tip, it will be protected and guided by the electric conduit and liner.
- The gas nozzle is what will direct shielding gas evenly across the welding zone. A gas hose pulls from tanks of shielding gas to provide the nozzle with a consistent supply.
- To supply electrodes to the work, the wire feed unit drives them through the conduit and to the contact tip.
Learn More About MIG Welding – Here, you can find an article from our website about: What Are Metal Welding Nozzles Made Of? | Understanding MIG Welding Nozzles
Welding Power Supply
The welding power supply of a gas metal arc welder is usually a constant voltage power supply. Having a continuous and steady voltage setting when MIG welding helps the operator to have a consistent arc length and heat input.
Alternating currents are rarely used when MIG welding. Direct current is employed, and the electrode is usually positively charged. It is possible to use a negatively charged electrode, but it is uncommon and quite unpopular.
Welding Electrode
The electrode of a MIG welder is called a MIG wire or metallic alloy wire. Not all wires will be the same alloy and size, though. The composition of the metal, joint size, and material surface conditions will all contribute to the actual size and alloy of the MIG wire.
Depending on the process variation and base materials being welded at the time, the diameter of the wire will change. The most common range of wire sizes used for MIG welding is 0.7-2.4 mm but can be as large as 4mm.
The smaller electrodes are most often associated with the short-circuiting metal transfer process and spray-transfer process.
In general, the base metal should have similar mechanical properties to the finish weld metal. To streamline this, all commercially available electrodes come in different varieties and include deoxidizing metals (silicon, magnesium, titanium, and aluminum) in small percentages. This helps to prevent oxygen porosity as well.
Welding Gas Supply
The welding gas supply is referring to the shielding gases to safety MIG weld. Shielding gases are what protect the welding area from atmospheric gases. These atmospheric gases include nitrogen and oxygen, which can cause fusion defects, metal embrittlement, and porosity when they interact with the electrode, metal, and welding arc.
All arc welding processes require shielding gas to prevent these issues from arising. However, they are often employed in different fashions. For instance, GMAW uses a separate shielding gas to protect the weld because the electrode wire does not have a flux coating. The separate shielding gases help to prevent slag in this process.
There is a lot to be considered with shielding gas as mixtures can vary, and you can choose the variety. When doing so, the process variation and metal being welded are the primary concern as they will influence the atmospheric gases produced.
Typical combinations of shielding gas are argon, argon – 1 to 5% oxygen, argon – 3 to 25% CO2, and a combination of argon/helium gas.
Then there is also the question as to how much of a shielding gas flow is required. The rate of flow will depend on the speed, current, geometry, type of gas, and the metal transfer mode. It is important to note that the four variations of MIG welding all require different rates of shielding gas flow to provide adequate coverage.
What Is The Difference Between MIG vs TIG?
MIG and TIG welding are two popular welding techniques that differ in the type of electrode used to create the arc. MIG welding uses a consumable solid wire that is fed by a machine, while TIG welding uses a non-consumable tungsten electrode and a separate filler material.
MIG is generally faster and more versatile in joining a variety of metals and alloys, while TIG produces cleaner and stronger welds. Additionally, the shielding gases used are different, with MIG using an argon/CO2 blend and TIG using 100% argon.
MIG welding is best suited for joining thicker or larger materials, while TIG welding is better for thinner or smaller pieces.
Both methods can produce reliable and strong welds, but MIG welding creates less scrap material and less rework than TIG welding, reducing overall production costs.
What Is The Difference Between MIG vs MAG?
MIG (Metal Inert Gas) and MAG (Metal Active Gas) welding are both variations of the GMAW (Gas Metal Arc Welding) process that uses heat to form an electric arc between a consumable metal electrode and a workpiece, creating a weld pool that is protected from contamination by a shielding gas.
The main difference between MIG and MAG welding is the type of shielding gas used. MIG welding uses inert gases such as argon, helium, or a mixture of both, whereas MAG welding uses active gases such as carbon dioxide or oxygen.
The choice of gas depends on the material being welded and the desired weld properties. Both methods have advantages and disadvantages, but MIG welding is generally more popular due to its ease of use and versatility in joining a variety of metals and alloys.
Characteristics of MIG Welding
MIG welding has specific characteristics that define the application of the process. These characteristics are the defining aspects of MIG welding when compared to other methods of welding.
The most notable characteristics of MIG welding are as follows:
- MIG welding allows long welds to be made continuously without starting or stopping.
- You have the advantage of being able to weld in all positions.
- MIG welding provides a uniform weld bead in all four variations.
- You can produce a slag free weld bead.
- It is generally considered an introductory form of welding as it does not require as much advanced skill as TIG welding.
- It requires a shielding gas.
- Most importantly, it uses a consumable wire electrode that is fed from a spool during welding.
MIG welding is an extremely versatile process that gives the operator the ability to join most metal types in a variety of positions. The most common welds include:
- Lap Joint
- Edge Joint
- Butt Joint
- T-Joint
Although MIG welding is versatile, there are still optimal positions to complete the process in like flat horizontally. This gives you the most control over the entire process and provides an optimal working environment.
Related Article: How Much do MIG Welders Make? Average MIG Welder Salary
Since much of the process is automated for MIG welding, it is possible to achieve efficiency within a matter of a few weeks for most beginners.
It still takes time, practice, and proper instruction to be a talented MIG welder, but the burden of achieving a precise arc length is automated, so coordination operations are less intense.
Primary Source: https://www.millerwelds.com/resources/welding-guides/mig-welding-guide/basic-mig
More Welding Articles
Easiest Way to learn Welding and How Long Does It Take?
What are the Popular Types Of Gas Welding?
50+ Welding Funny Quotes and Sayings
What is MIG Welding? >> Tutorial video