
We have all heard of welding – it’s the way people stick pieces of metal together. There are lots of technical names for different kinds of welding; those tend to run together. Two of the most discussed styles of welding are arc welding and spot welding. What is the difference between the two? Are arc and spot welding all that different?
What is the difference between Arc welding and spot welding? Arc welding uses an electric arc – a big spark – to heat and fuse metal, including filler metal. Spot welding uses electric resistance – current flow – to join pieces with no filler.
Put another way, arc welding is like lightning, while spot welding is like an electric hot plate. The different ways of heating metal give each process strengths and weaknesses that are suited to different situations. Let’s look more deeply at each welding process to understand how it works, what it can do, and what it cannot.
Table of Contents
The Two Welding Types
Here is a summary of the two welding types:
| Item | Arc Welding | Spot Welding |
|---|---|---|
| Power source | Electricity – arc | Electricity – resistance |
| Filler rod | Matches base metal | None |
| Shielding needed? | Yes, flux or gas | No |
| Weld length | Determined by user | Small spots |
| Metal thickness | Any | Very thin |
| Joints possible | Edge to edge, edge to middle | Middle to middle |
| Weld time | Determined by the user and machine capacity | Less than one second |
| Best for | Fabricating equipment by hand | Quick, repeatable welds in sheet metal |
| Safety equipment | Welding mask, welding gloves, fireproof clothing | Basic shop safety – eye goggles and (maybe) gloves |
What Is Welding?
Welding is the process of joining metal pieces together by fusing them with heat. Welders are melting metal, causing the two pieces to flow together. It’s like putting a pair of partially melted ice cubes in a cup back into the freezer.
In a couple of hours, you will have one lumpy ice cube instead of two. Arc and spot welding both use electricity to heat the metal, causing part of two pieces to melt, run together, and fuse.
Through the years, people have used a variety of methods to heat metal for welding. Welding processes using electricity have become popular because they are safe, effective, and easy to use.
Electric outlets are found nearly everywhere, and the electricity doesn’t threaten to burn down your shop if you use it wrong. Arc and spot welding both use electricity; that is virtually the only similarity they have.
Related Reading: Do Welders Make Good Money? | Highest Paying Welding Jobs
Arc Welding
Arc welders pass an electric current through an electrode, through the air as a spark, through the metal workpiece, and back to the welding unit.
The spark generates incredible heat that melts both the base metal of the project and a filler rod. The molten metal from the workpieces and filler rod mix together, cool, and harden into a single piece.
The intense heat of the arc can cause harmful chemical reactions in the metal. Gasses in the air – especially oxygen and hydrogen in water – will react with the hot weld puddle, causing the weld to become brittle or even crack.
To prevent this, arc welding processes incorporate some form of shield that protects the weld while it is molten. The biggest difference among arc welding processes is the way the weld is shielded.
Related Reading: 5 Key Advantages of Arc Welding Over Gas Welding
Shielded Metal Arc Welding (SMAW)
Note: we’re starting these sections with the official name given to the welding technique by the American Welding Society. This is the group that sets the standards and specifications for welding professionals. Once the formal name is out of the way, we use the most common name for the process.
SMAW is the type of welding that you are probably the most familiar with. It’s also called “stick welding” and “arc welding.” These welders use a stick of filler metal coated with flux. Flux is a combination of chemicals that burns off when the arc is struck, producing gasses that shield the weld.

Some types of stick also produce slag – a solid coating over the weld that shields the bead. The slag must be chipped off once the weld is complete. It’s not a big deal for small projects, but it can be a hassle when you are welding for hours at a time.
Stick welders are inexpensive, flexible, and work outdoors as well as they do indoors. Stick welders also handle rust, corrosion, and dirty metal better than other welders. This makes stick welding a favorite of farmers, mechanics, and other people who repair old machines.
SMAW welding does have some drawbacks. It can be hard to learn – welders joke that it’s called “stick” welding because of how often the electrode welds itself to the workpiece.
The welds tend to be less attractive than other techniques produce. Finally, SMAW welding works best with iron and steel. The ability to weld aluminum, stainless steel, and more exotic metals is limited with stick welders.
Gas Metal Arc Welding (GMAW)
Gas metal arc welding is most often called metal inert gas welding, or MIG. MIG welders blow a steady current of shielding gas over the weld bead. They use a handheld gun that pushes a continuous feed of fine wire for filler metal while blowing the shielding gas over the bead.
The most common shielding gasses are carbon dioxide, argon, and blends of those two gasses. Argon offers a cleaner weld, deeper penetration, and lets you work at lower voltages – great for very thin metal. Carbon dioxide is cheaper, and a cylinder lasts longer. The right gas choice depends on the goals for the project and your budget.
MIG welding is popular because it’s the easiest welding process to learn, and it lets you work the fastest. The continuous wire feed means that you do not have to stop welding to grab a new filler rod every time you have laid down six inches of bead.
You also don’t have to chip slag off the bead. You can keep the arc going as long as you and the duty cycle on your welder hold up.

Because of the wire feed mechanism and gas flow equipment, MIG setups tend to be more expensive than stick welders. There are a lot more moving parts and a lot more supplies to buy and keep track of. The machines are also a little harder to set up because you must get the gas flow right in addition to the arc setup.
MIG welders also perform poorly outside because the wind blows away the shielding gas. If you want to MIG weld outside, it’s necessary to rig up some kind of windscreen to let you work in a spot of still air. It’s not impossible, but it does make the job harder.
Flux-Cored Arc Welding (FCAW)
Flux core welders are a cross between MIG and stick welders. They use the wire feed unit of a MIG welder, but the wire contains flux like a stick electrode. These welders combine the speed and precision of a MIG welder with the simple shielding mechanism of a stick welder. Many MIG machines offer the capacity to perform flux core welding as well.
FCAW is a useful process for outdoor welding, but it requires more time to switch electrode types. It’s best for making repeated welds of the same type in an outdoor environment.
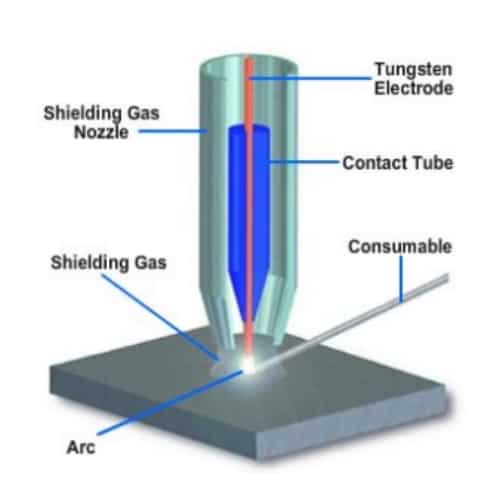
Gas Tungsten Arc Welding (GTAW)
Gas tungsten arc welding is usually called tungsten inert gas welding, or TIG. TIG welding is the most flexible arc welding process; it offers full control over every variable in the welding process. TIG welders require the weld joint to be scrupulously clean. It’s also the slowest process and the hardest to learn. Done right, it makes a beautiful bead that looks like a stack of dimes. Done wrong, it makes a mess.

TIG welding uses a non-consumable tungsten electrode to create an arc. The handpiece that holds the electrode also feeds a supply of non-reactive gas over the weld bead.
Argon and helium are the most popular shielding gasses. When TIG welding, the operator strikes an arc with the electrode held in one hand, then dabs filler metal from a stick held in the other hand.
As with MIG welding, TIG welders aren’t suited to working outside because the shielding gas blows away. The best setup for TIG welding includes a workbench and a stool.
The two-hand nature of TIG welding makes support and comfort essential. You can’t lean on one hand and weld with the other – both are at work all the time.
TIG welders are fine for plain iron and steel, but they really shine when welding more exotic metals. The tungsten electrode produces the hottest arc of any welding process, which helps the weld bead penetrate in aluminum, copper, and other metals that are difficult to weld.
Arc Welding Safety
The intense heat and light from arc welding can be dangerous. Whenever you arc weld, you need to wear proper safety equipment. Arc welders are no joke – they can cause serious damage if you don’t suit up.
- Welding masks protect your eyes and face when you weld. Welding masks are so dark that you cannot see anything through them unless you are welding. Sunglasses or dark goggles won’t work here – you must have a welding mask. Masks are better than goggles because they protect your skin, too. Welding arcs can give you a sunburn if you are not careful.
- Welding gloves are heavy leather gloves lined with cloth material. They are like oven mitts on steroids. Freshly-welded steel is too hot to handle with plain gloves – you need the extra padding to make hot steel tolerable. Even with welding gloves, your hands can get hot. Without them, you would burn your fingers to a crisp.
- Fireproof clothing is also needed. Arc welding throws off sparks that can start fires. At a minimum, you need heavy cotton clothing like denim or cotton duck. Pro welders wear leather or cotton that has been treated for extra fire resistance. Avoid synthetic fibers – they are plastic, and weld sparks will melt holes in them.
- Leather boots are also necessary for welders. Professionals favor cowboy boots to lace-ups because laces will burn up sooner or later. If you must wear laces, opt for leather – it’s fireproof. Sneakers and hiking boots won’t work for welding because they have synthetic fiber panels that will melt.
- Welding cap or headband is not required, but it’s nice to have something to keep sweat from running down your face. Welding is hot work, and you can’t wipe your face when wearing a mask and gloves.
Related Reading: Personal Protective Equipment for Welders – PPE | List, and Requirements
Arc Welding Projects
Arc welders work best on the edges of metal. There are five standard joints used when arc welding; each one involves at least one edge.
- Butt joints involve two pieces of metal joined end-to-end or edge-to-edge. The result is a single flat surface. The weld bead follows along the seam where the two pieces meet. The weld may be made on one side or both.
- Corner joints include two pieces joined at the ends using an angle. The tip of one-piece rests against the flat side of the other, but at one end. The result is a corner, hence the name of the joint.
- Tee joints are similar to corner joints, except they are in the middle of one piece. The result looks like the letter T with the end of one piece joined to the flat side of the other. Tee joints are usually welded on both sides of the joint unless the metal is extremely thin.
- Edge joints include two pieces of metal that sit flat next to each other with the edges aligned. The bead is run down the edge to fuse the two pieces into one.
- Lap joints are kind of a cross between butt and edge joints. The two pieces to be joined overlap slightly. Two weld beads are made, one on each side. Each bead runs down the edge of one piece, fusing it to the flat side of the other piece.
Arc welding is great for joining bigger pieces of metal. Pipe, structural metal, and plate metal all join up like a dream when you arc weld. You can work on anything from sixteen gauge up to as thick as your welder will handle. Where arc welding struggles is welding thin sheets of metal.
MIG welders are the best arc welder for sheet metal of twenty-four gauge or lighter, but the heat from any arc causes problems with sheet metal.
The heat required to generate an arc – any arc – penetrates deeply enough in sheet metal to melt a hole in the sheet. Heat buildup around the joint is also bad for sheet metal, causing it to warp and discolor. If you are joining a lot of sheet metal, a different process is needed. Enter the resistance welder.
Resistance Welding
When you push enough electric current through any piece of metal, it gets hot. That’s the basic premise behind electric stoves and ovens, space heaters, and some HVAC heaters. What constitutes “enough” depends on the type of metal and the thickness of the piece. If you blast the current through, the heat can melt the metal.
Resistance welders use this phenomenon to join metal pieces together. Spot welders pinch two metal pieces together, then pass an electric current through the metal, causing the sheets to heat up and fuse. Spot welding is most often used in manufacturing products that require a lot of sheet metal, like auto body panels and HVAC units.
Spot welding works best with very thin sheets. Thicker pieces of metal take longer to heat up. The heat needed to fuse thick metal also disperses through the metal while heating, causing the metal to warp. Thin sheets will heat, melt, and fuse before the rest of the piece heats up.
Unlike arc welding, spot welding does not use filler rods; the joint is just the two sheets melting together. Because the heat passes through the sheets from flat to flat, spot welders work on interior joints – you can join middle to middle. The limit to how deep a spot welder can go is the length of the two welder arms. If the arms can reach, the spot welder will make a joint.
Spot Welding Safety
Spot welders are also safer than arc welders. You should still wear eye protection, although standard shop glasses are fine. Spot welders can throw off sparks, but don’t produce the intense light of an arc welder. You also need gloves. The fresh welds are hot and can burn, but the heat is less than an arc welder. It’s also nice to have gloves when working with sheet metal because it can cut if you’re not careful.
Other Welding Processes
There are a few other ways to weld that you might encounter. Some of these methods don’t use electricity, which makes them good for remote locations. Others are at the cutting edge of welding technology. They typically have other drawbacks that render them specialized techniques rather than general-use procedures like arc and spot welding.
Gas Welding
Also called oxyfuel or oxyacetylene welding, this process uses burning gasses to heat metal. Oxyacetylene is the most common, pairing oxygen with acetylene. It uses the same tanks and regulator as a cutting torch, but a different head. The welder heats up the pieces of metal until they melt and fuse together with no filler.
Gas welding is good for making repairs when you do not have access to electricity, but the welds tend to be unattractive. The joints often contain internal stress, causing them to be weaker than other welded joints. Still, this is great for farmers, loggers, and other people who work with heavy equipment outside.
As you might guess, oxyacetylene welding can be dangerous – you are waving around a torch hot enough to cut steel. You can easily start fires with an acetylene torch. This welding process also generates fumes, so it’s important to weld in a well-ventilated area.
Energy Beam Welding
These welders use a high-energy laser or electron beams to weld. The equipment needed is expensive, so these processes are usually limited to high-volume factory environments. Most casual welders will never have a chance to use these space-aged machines.
Plasma Welding
Plasma welding is similar to TIG welding, using a tungsten electrode and shield gas. Plasma welders superheat the shield gas, giving you an arc that is hotter and more focused. Plasma welders give deep penetration and a very narrow bead. They are great for precision welding, but the equipment is costly and harder to use than TIG welding.
Forge Welding
The oldest welding process is called forge welding. You take two pieces of metal, coat the joint with flux, heat the pieces re-hot, and pound them together. Blacksmiths have been forge welding metal for as long as people have been working iron. It’s low-tech, labor-intensive, and difficult, but it does work. Today, forge welding is usually limited to making billets of Damascus steel for knives.
Which Welder is Right for You?
Every welding process has strengths and weaknesses. There are jobs where it shines, and jobs where it stinks. Think about the kinds of project you want to work on most and find a welder that works for that. Here are some scenarios you might see:
- Repair work on rusty, dirty, painted, or otherwise hard-to-handle equipment. Stick welders are great for repair work; your choice of electrode can help penetrate gunk and get down to the good metal. If you do lots of repair work outside, an oxyacetylene setup is much cheaper than a full-blown gas-powered arc welder.
- Fabrication work on thicker steel like pipe, angle, and square tubing. If you are building things from scratch, check out a MIG machine. They are easy to operate, make nice welds, and are good at joining structural steel. They work best in a shop. If you are building outside, a stick welder is probably better.
- Furniture and decorative pieces require welds that look good. This is where TIG welders shine. It takes some work to master, but you will get the most attractive welds from a TIG setup. MIG welders can also be good for furniture, but TIG is the king here.
- Welding aluminum, stainless steel, and exotic metals is best with a TIG setup. The high heat and flexible use of filler rods make TIG the only way to go if most of your work is with a metal other than plain iron and steel.
- Sheet metal work works best with a spot welder. You won’t get the heavy-duty strength of arc welds, but sheet metal is not as strong as structural steel anyway. Spot welders are inexpensive to buy, set up and operate.


Shop Setup
We would all like to have a shop that’s a 30×36 steel building with tons of outlets in both 110 and 220 volts. If that’s what you have, buy whatever welder you want. If your space is limited, you will have to think about what welder will work for you.
Both arc and spot welders are available in 110- and 220-volt models. 220-volt welders can handle thicker metal and have longer duty cycles. Running only 110-volt welders limits the size of project you can manage.
If you are limited on space, spot welders might be a better choice. They are more compact and are limited to smaller projects.
Consider your ventilation as well. Spot welders don’t produce the fumes when you use them. Arc welding can produce fumes, particularly if you weld painted or dirty metal. If your shop has limited ventilation, go for a spot welder.
Related Reading: Respirators for Welding Galvanized Steel | Welding Hazards Respiratory Protection
Conclusion
Arc welding and spot welding share similarities and differences. Both use electricity to heat and join metal. Arc welders use sparks to melt the base metal and a filler rod, while spot welders use the electric resistance of the base metal to heat and fuse pieces.
Arc welders penetrate deeply, while spot welders are best used on thin sheets of metal. Arc welders require an edge to create a weld, while spot welders work fine in the middle of a piece. Spot welders work as-is, in any conditions. Arc welders require filler rods and (perhaps) shielding gasses. Some types of arc weld require you to be inside for the best results.
If you are interested in working with sheet metal or your shop space is severely limited, check out spot welders. They are easy to use and work well in tight quarters. If you are interested in bigger projects and have the shop space to accommodate, arc welders are a versatile tool.
Whatever kind of welding interests you, there is a machine out there to fit your budget. Entry-level spot and stick welders can be had for just over a hundred bucks. On the other end, there are welders out there that cost as much as a used car.
Once you have a welder, you’ll wonder how you ever got along without one. They are easy to use and open up a range of projects that most people would never consider.
Here are some of my favorite tools & equipment´s
Thank you for reading this article. I hope it helps you find the most recent and accurate information for your welding project. Here are some tools that I use daily and hope you´ll also find helpful.
There are affiliate links, so if you do decide to use any of them, I´ll earn a small commission. But in all honesty, these are the exact tools that I use and recommend to everyone, even my own family. (NO CRAP)
To see all my of most up-to-date recommendations, check out this resource that I made for you!