It is easy to overlook the strength of welds, as most welds made in routine repairs are quick fixes on pieces of equipment that can’t be kept in the shop for too long.
However, some construction codes have stringent requirements concerning weld strength. Here you find out what the strongest welds are and what gives them their strength.
What are the strongest types of welds? We have identified 8 types of particularly strong welds:
- Fillet Welds
- Groove Welds
- Fillet welds with a MIG Welder
- Groove welds from stick welding
- Aluminum TIG welds
- Tack Welds With TIG
- Single-v and Square Groove Joints With TIG
- Flux Core Welds In thicker metals
There is no weld type that is the strongest universally across all welding applications. The strongest weld depends upon the base metal being used and the magnitude expected loading onto the welded joint.
Here you will find a comprehensive guide to the strongest types of weld for a wide variety of applications ranging from automotive work to structural steel framework fabrication.
Table of Contents
What Is the Strongest Weld?
What is the strongest weld? The absolute strongest weld that can be made in routine applications would be a type of weld made via the welding technique of Tungsten Inert Gas (TIG) Welding, also known as GTAW welding. TIG welders are known for creating clean and strong welds.
Part of the reason why weld types made by the TIG welder are strong is the high deposition efficiency rating of TIG welding equipment.
There is a larger percentage of filler metal going directly to the weld joint compared to welding techniques such as stick welding that produce a lot of spatter.
Related reading: 9 Different Types of Welding Processes & Their Advantages
There are many applications for TIG welders. They are able to produce strong welds in aluminum materials, such as automotive parts. They are also effective at being used to deposit the root pass in single v and square root groove joints.
Groove joints are frequently used in structural engineering. In everyday applications, groove joints are utilized in the fabrication of metal cabinets.
TIG welds are also more aesthetically-pleasing. Just because a weld looks good, doesn’t necessarily mean that it is stronger. However, in the case of TIG-welded joints, they often are stronger than other types of welds.
The downside to TIG welding is the amount of practice it takes to master.

Other welding techniques such as MIG welding or stick welding can certainly fabricate welds of adequate strength in everyday applications.
The fabrication of strong welds using these techniques will be discussed in further detail later on in this article.
Misconceptions About Weld Strength
It is not accurate to say that weld strength depends solely upon the ability of the weld bead to penetrate into the base plate. The strength of a weld is measured by tensile strength and yield strength, both of which will be discussed in further detail before we move onto the topic of which specific welds we consider to be the strongest.
Indicators of weld strength can include:
- Tensile Strength
- Yield Strength
- Shear Strength
All the welding types that will be discussed in this article fall under the umbrella of arc welding. Simply put, the purpose of any arc welding technique is to join two pieces of metal together so that they are blended as one. This is a process that is called fusion.
Weld bead size and the strength of the weld are not correlated. Even separated tack welds can be more than strong enough to do the job, as will be discussed in further detail later.
For this reason, I will never argue that one specific weld is stronger than others.
However, I will present you with an extensive list of the most reliable welds. These are types of welding techniques that are employed daily by professionals everywhere.
If they didn’t work as well as they do, you would hear a lot more about catastrophes resulting from the failure of a weld.
Related reading: 5 Key Advantages of Arc Welding Over Gas Welding
Filler Metals & Tensile Strength
One way to ensure weld strength is to use the correct filler metal for the demands of the job. Filler metal is a term used to describe an electrode responsible for depositing the material that will ultimately make up the weld bead.
Although the term has traditionally been used to describe consumable electrodes, the definition has recently been expanded to describe non-consumables as well.

If you have ever heard anything about filler metal selection, you may have been advised to simply match the filler metal to the base metal. We all wish that selecting a filler metal was this easy, unfortunately this is not always the case for a variety of reasons.
For one thing, structural codes such as the AWS D1.1- Structural Code mandate which specific filler metal is used in industrial circumstances.
The welding position will also determine which filler metal will yield the best weld strength. There are some filler metals that so fluid and molten that they will drip and harm the welder if they are used in vertical or overhead positions.
The positioning of the base metals may not allow the weld bead to penetrate all the way through the joint, leading to a weld that wouldn’t pass inspection.
Related reading: Different Types of Welding Rods and Their Uses
What Is Tensile Strength & Why Is It Important?
Tensile strength (TS) is also commonly referred to as Ultimate Tensile Strength (UTS) or just simply ultimate strength.
It is defined as the maximum stress that a material is able to withstand before failing or breaking. Causes of stress can include excessive stretching or pulling.
Tensile strength is often expressed as pounds-force per square inch in Welding applications.
You can find the tensile strength of the electrode or filler metal in the product name under the classification system created by the American Welding Society.
In this system an E7018 electrode would have a tensile strength of 70,000 psi, making compatible with a base metal with a tensile strength rating in the territory of 70,000 psi.
If you do not pick a filler metal or electrode that has the appropriate tensile strength for your intended use, then you will run the risk of creating a weak weld.
You are strongly encouraged to buy a variety of differing filler metals to service your needs so that you do not end up with the problem of not having the right tool for the job at hand.
Related reading: This Is Why Welding Rods Need to Be Heated
Start Out by Considering Weld Strength Requirements
It is economical to choose the strongest weld type for your project. Over welding comes with the consequence of high costs, as is further explained in this Practical Design Guide For Welded Connections.
Avoid overpaying for welds by considering how strong of a weld your piece actually needs.
equal leg fillet welds
According to the University Of Wisconsin, statically-loaded welds, such as cabinets, the specific types of welding are not critical since the service loads are small.
You will be more concerned about the length, size, spacing, and frequencies of the welds. Therefore, the merit of welds will not be based solely on the strength of the weld. Below you can find the different types of welds:
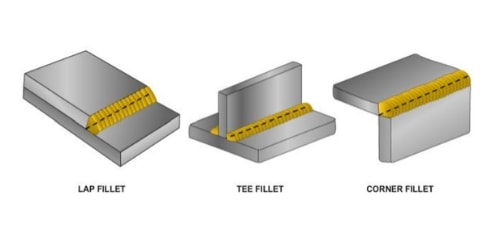
1. What is a Fillet Weld?
This might be the first type of welds joint you ever learned to. For those who are new to welding, the fillet weld is commonly accepted to be the most common type of welds used.
A fillet weld is a connection between a horizontally placed plate and a vertically-placed plate.
The 2 pieces being used in a fillet weld can be placed perpendicularly to each other (as in a T or L shaped joint) or joined together as two overlapping pieces (as in a lap joint).
One major reason that the fillet weld is so common has to do with the cost associated with using this weld.
Fillet welds are an affordable way to construct an arc welded joint, thanks to the fact that you are simply standing one piece of metal against the other.
Fillet welds are more economical than groove welds, another type of weld that will be discussed in this article.
For this reason, they are often used in structural steel applications. These types of projects may require a large number of welds. It is simply not economical to do anything else than a fillet weld.
Fillet welds are also capable of holding heavy loads. Unfortunately, they are not always considered practical in projects where dynamic loading is applied to the weld site.
One potential source of dynamic loading on a weld would be cars crossing a bridge.
2. Groove Welds
According to the American Welding Society, groove welds are a type of weld that can be made on a groove within the surface of a workpiece, between workpiece edges and between workpiece edges and a surface (such as a backing strip).
One scenario in which you will see this type of welds used is when 2 beveled pieces are joined.
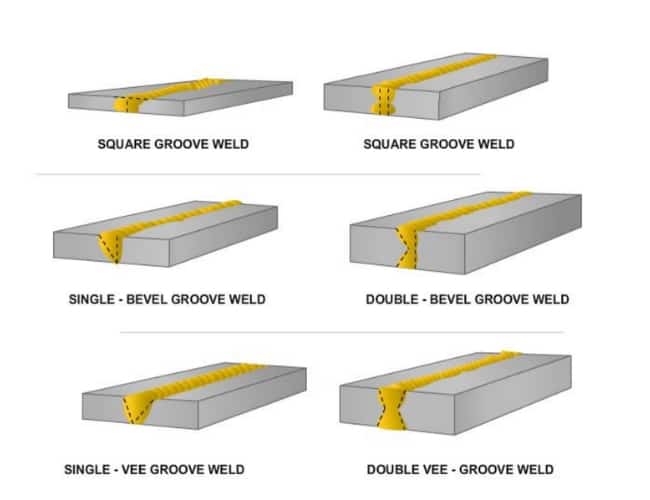
There are circumstances in which the only way to produce a weld of adequate strength would be to perform a bevel cut on the workpiece before proceeding to weld.
As is noted by Fabricating & Metalworking magazine, bevel cuts have a diverse set of applications including everything from the fabrication of metal cabinets to the construction of bridges.
Groove welds differ from fillet welds in the variety of joints that this weld type is compatible with.
You have your square groove butt welds, bevel groove butt welds and V groove butt welds among many others.
Groove welds may be either full or partial in terms of how deeply the weld bead is penetrated into the base materials.
A complete joint penetration (CPJ) groove weld is a weld type in which the size of a weld does not correlate with the strength of the weld.
The volume of filler metal needed for adequate fusion may be reduced if the welding technique used is one that produces a deeper weld penetration.
CPJ welds are used in applications where maximum strength of the connection is a requirement.
If the weld strength requirements are not quite as high, then a partial joint penetration (PJP) weld will be less costly and will still perform adequately.
The fillet weld is used much more often due to the fact that it is much more economical.
Groove welds come with the requirement that the workpiece is prepared prior to welding.
If the strength requirements are greater than that of the average fillet weld, then a PPJ may be economical as long as adequate fusion can still be met when using less filler metal.
SMAW 3G Vertical Groove Weld Open Root >> Check out the video below
3. Fillet Welds with MIG Welder
Fillet welds are considered a strong weld for the joining of aluminum automotive alloys. This is a strong weld for all types of aluminum alloys. A shielding has 100% Argon is typically utilized for making fillet welds with MIG welders.
Reasons why fillet welds with the MIG welder may be favored include:
- It is suitable for metals ranging in thickness from 24-gauge (1/40 inch) to ½ inch thick
- The weld being produced is flexible, making it suitable for the automotive industry
MIG welding equipment comes at a relatively low cost, hence the reason why these welding types are marketed towards the DIY/hobbyist operator. The affordability of this equipment is evident in the price tag of this 120V MIG Welder. Not only are MIG welders affordable, they also produce a strong weld.
Related reading: Can You MIG Weld Mild Steel with Pure or 100% Argon (Straight Argon)?
4. Groove Welds with Stick Welding
Shielded metal arc welding (SMAW) is an excellent welding technique for doing groove welds in your shop. This is because stick electrodes are known for being able to have deeply-penetrating arcs.
Groove welds for materials up to 3/16” inches thick can be performed without having to prepare the weld first, if you are using SMAW welding.
You do not need a thick weld backing if you are welding groove joints using a SMAW welder.
Backing is often needed when you are doing groove welds so that complete joint penetration can be fulfilled. Weld backing is often made of either copper, steel or ceramic.
SMAW welding processes only require a backing that is at least 3/16” inches thick to prevent melt through.
The U.S. Navy frequently uses SMAW welding equipment thanks to its versatility. In their safety guide for SMAW welding, the Navy says that this welding technique is more useful than others for welding complex structural assemblies because it is easy to transport and most of the electrode types can be used in multiple positions.
As far as electrode selection goes, you will want to go with a deeply-penetrating electrode such as the E6010 or the E6011 for groove welds.
The E6010 electrode is much more recommended for welding open root flat single V groove joints.
You can find E6010 electrodes online here. As far as specific motions go, you are encouraged to use stringer and weave beads to complete this weld. You will also need to tack the pieces together at the start to avoid uneven fusion.
I have recently written an article in which I describe the different types of welding rods types and their uses in more detail, read this article here.
5. TIG Welding Aluminum
Welding aluminum is notoriously challenging thanks to its relatively low melting point. It is nearly impossible to weld aluminum using a stick electrode, but MIG and TIG welding are viable methods.
I consider TIG welding to be the best option, particularly in a professional setting, because of the strong, clean weld that this technique produces.
Related reading: 6 reasons why it is difficult to weld aluminum?
A common topic of discussion when it comes to TIG welding aluminum is the specific filler metal that should be used. The debate is often between the 4043 and the 5356 welding rods.
Both are suitable for their own specified applications. I will avoid going into full detail, rather devoting my interest to the question of which filler rod produces the strongest weld in aluminum pieces.
Of the filler metals for aluminum, the 5356 produces the strongest welds. The 5356 welding rod has a longitudinal shear strength of 17 Ksi versus the 11.5 Ksi of the 4043.
The 5356 also has a transverse shear strength of 26 Ksi versus the 15 Ksi of the 4043. Shear strength is the resistance of a material from accumulating damage against a shear load.
Shear Load
A shear force is defined a type of force that acts in a direction parallel to either a surface or a planar cross section of a body. A good example of shear force is the air pressure acting upon the front of an airplane wing.
Why does shear strength matter? Shear strength is important in a situation in which the load being applied to a fillet weld is not applied in a way that is perfectly perpendicular to the fillet weld.
Without going deep in the weeds into engineering complexities, we can see that the shear strength of a weld is certainly a parameter that is considered daily in construction work.
The actual value of shear strength may not be as important in small-scale operations such as repairing a broken lawn mower, but it is useful in explaining why you would want to choose the 5356 welding rod over the 4043.
6. Tack Welds with a TIG Welder
The TIG welder is the slowest welder and requires the most skill. However, TIG welding equipment , such as this 200 Amp TIG Welder, are among the most suitable of all types of welding equipment for the purpose of producing a strong weld.
TIG welders produce a weld of a higher quality, as there is no spatter produced during the process.
In addition to being the strongest weld, this type of welds is more aesthetically pleasing than other types of welds that may need excessive cleaning, particularly in a professional setting where customers will anticipate a weld that is minimally-invasive.
These factors together make TIG welding an excellent method to utilize for the purpose of producing a tack weld. Tack welds provide adequate strength for sheet metals, where high costs can be averted if tack welds are used in lieu of a full fillet weld.
Tack welds are often utilized for the purpose of keeping pieces of base metal together without having to use any fixtures. They are short burst weld beads, with several tack welds being spaced out along the length of a workpiece.
The benefits of tack welds are numerous. The use of tack welds ensures that the workpieces are properly aligned with one another.
Improper alignment, no matter how slight, will require reworking of the workpiece that may leave it weaker in the end.
It also sets the gap of the joint so that the weld bead is consistent in strength along the entire length of the weld.
A tack weld will also prevent the workpieces from being weakened by some source of movement during the welding process. It is far too easy to accidentally weaken a weld by shifting the entire piece before the project is finished.
You are especially vulnerable to this type of weld failure happening to you if you are working on a larger piece that requires multiple welds.
Innovative TIG welding spot kits such as this one come with equipment that is set up for you to install spot welds without having to use more advanced methods such as resistance welding.
How to Tack Weld >> Check out the video below
7. TIG Welding Single V & Square Groove Joints
Earlier I mentioned that stick welding can produce a strong groove weld. This is certainly true as the stick welder is among the most popular choices for most shops due to both ease of use and the penetrating ability of the electrode.
However, many professionals will find the TIG welder more suitable for reasons that will be discussed here.
The TIG welder produces welds that look quite a bit cleaner than both MIG and SMAW (stick) welders. Also, SMAW welders are really only compatible with thicker metals, cast iron and ductile iron. It is versatile enough for the DIY operator.
TIG welders can be used to weld most metals and alloys. It will take longer but the quality will be there, with minimal spatter.
Just how much better are TIG welders at minimizing spatter? You can put a number on the ability of a TIG welder to minimize spatter.
The table below shows that the deposition efficiency rating varies significantly with different types of welding methods.
The deposition efficiency rating refers to the ability of the equipment to deposit the filler metal directly into the weld joint. A low efficiency rating shows that a welding technique produces a lot of spatter.
| Welding process | Typical Deposition Efficiency Range (%) |
|---|---|
| FCAW-G (Gas-shielded) | 80-88 |
| FCAW-S (Self-shielded) | 72-78 |
| GMAW (MIG) | 96-98 |
| GTAW (TIG) | 92-96 |
| SAW | 96-98* |
| AMAW (Stick) | 50-55 |
TIG welders have a deposition efficiency rating of 96-98% while stick welders have a rating of 50-55%. This is one of the reasons why you may have heard of professionals moving away from stick welders.
TIG welding has been deemed as particularly- suitable for laying down the root pass of both single-v groove and square-groove weld joints.
What Kind of Electrodes Are Used to Weld Groove Joints?
As always, filler wire selection really depends on the properties of the base metal. That being said, there have been studies performed for the purpose of finding out which filler metal produces the groove weld with the highest tensile strength.
A study performed in Indonesia found that the highest tensile strength was found through the use of an ER 308L-16 filler metal of stainless steel.
This filler metal was also found to be the most effective in terms of tensile strength with the joining of dissimilar metals.
8. Flux-Cored Wires Create Strong Welds in Thicker Metals
Flux-cored welding is a similar process to metal inert gas (MIG) welding. You will commonly see it abbreviated as FCAW welding.
The flux core present in the wire allows you to use a welder without needing any kind of shielding gas, although there are some applications in which you will use a shielding gas with flux core wire anyways.
Flux-cored wires hold a reputation for being able to produce a strong weld. This is because gas-shielded flux wires will allow the flux coating deposited to solidify at a higher rate than the molten weld material.
The result is the formation of a shelf that allows for overhead or vertically-up welding to be performed without concerns about the dripping of molten weld material.
Related reading: Does Flux Core Wire Go Bad | Tips for Preventing the Effects of Moisture Contamination
The flux coating also allows the weld itself to cool more gradually. This causes the weld to be more stable and consistent along the entire length of the weld joint.
This welding method is utilized primarily for welding outdoors. Flux core welding is good for welding thicker metals that MIG welders will often not be successful with.
Flux-cored wire also has higher deposition rates than MIG wire.
The most popular and versatile flux-cored wire is the E71T-GS wire. The reason that this wire is so popular is its ability to deposit full-strength beads in single-pass applications.
The only downside is that it does have a low penetration into the base metal. It is a strong choice for equipment repairs but for long term welds, you should go with the E-71T-11 carbon steel wire that can be used to make multiple passes.
What Is The Easiest Types of Welding to Learn?
Mig welding is one of the easiest types of welding processes you can learn and therefore highly recommended for beginners.
Here, you can find an article from our website about that topic and why Mig welding is easy to learn.
9 types of Welding processes
What types of welding processes are there? There are many specializations within the welding profession. Here you can find an in-depth article I wrote listing the 9 types of welding processes and their advantages:
- Mig Welding
- Tig Welding
- Flux Cored Arc Welding
- Submerged Arc Welding
- Stick Shielded Metal Arc Welding
- Thermic Welding
- Oxyacetane Welding
- Forge Welding
- Resistance Welding
| Number | Welding Process | Description |
|---|---|---|
| 1 | MIG – Gas Metal Arc Welding (GMAW) | Also called Metal Inert Gas Welding (MIG). Provides the most consistent weld results. Some feel this is probably the easiest place to start for beginners. |
| 2 | TIG – Gas Tungsten Arc Welding (GTAW) | Also called Tungsten Inert Gas Welding (TIG). One of the neatest (cleanest) types of welding because it doesn’t create splatter. TIG welding produces the strongest type of weld. |
| 3 | Flux Cored Arc Welding (FCAW) | A great solution for tanks, boilers, and pipes that have thick plate metal. |
| 4 | Submerged Arc Welding (SAW) | Hot materials don’t splash, or splatter and the flux keeps high levels of radiation from escaping into the air. |
| 5 | Stick – Shielded Metal Arc Welding (SMAW) | This is also known as Stick Welding. It doesn’t require the gas shielding that TIG and MIG require and is very portable. It also works great outdoors for gates farm machinery, etc. |
| 6 | Thermit Welding | Allows for the fast joining of two dissimilar metals without requiring a power supply. |
| 7 | Oxyacetylene (Gas) Welding | Easy to learn and perform as well as being a low-cost solution. |
| 8 | Forge Welding | Best option for blacksmithing. |
| 9 | Resistance Welding | Is able to translate to very thin metals (0.1 millimeters) to this metals (20 millimeters). |
If you are interested in welding gear or tools, then just follow the link to our recommendation page where you can see all welding accessories we love and use (NO CRAP)
Recommended Reading
How to Start & Grow A Welding Business In 11 Steps
What is Hot Start in Welding? Purpose of a hot start welding?